 日本語
日本語 English
English Español
Español Português
Português русский
русский français
français Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba














今日は、SMT ステンシルを使用する場合の厚さの選択と開口部の設計方法について説明します。
SMT ステンシルの厚さと開口設計の選択
SMT 印刷プロセス中のはんだペーストの量を制御することは、SMT プロセスの品質管理における重要な要素の 1 つです。はんだペーストの量は、ステンシル テンプレートの厚さと開口部の形状とサイズに直接関係します (スキージの速度と加えられる圧力も一定の影響を及ぼします)。テンプレートの厚さによって、はんだペースト パターンの厚さが決まります (本質的には同じです)。したがって、テンプレートの厚さを選択した後、開口部のサイズを適切に変更することで、さまざまなコンポーネントの異なるはんだペースト要件を補正できます。
テンプレートの厚さの選択は、プリント基板のアセンブリ密度、コンポーネントのサイズ、ピン (またははんだボール) 間の間隔に基づいて決定する必要があります。一般に、パッドと間隔が大きいコンポーネントには、より多くのはんだペーストが必要となり、したがってより厚いテンプレートが必要になります。逆に、パッドが小さく、間隔が狭いコンポーネント (狭ピッチ QFP や CSP など) では、必要なはんだペーストが少なくなり、テンプレートも薄くなります。
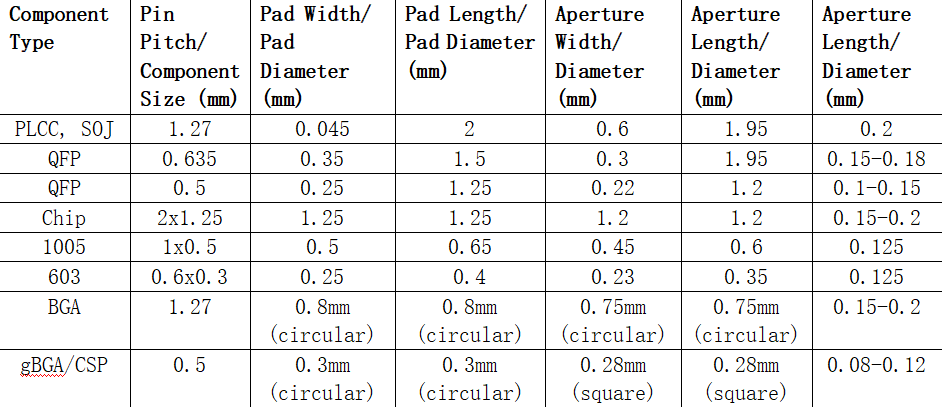
経験上、一般的な SMT コンポーネントのパッド上のはんだペーストの量は、約 0.8mg/mm ² であることがわかっています。狭ピッチ部品の場合は約 0.5mg/mm ² 。多すぎると、はんだ消費過多やはんだブリッジなどのトラブルが発生しやすく、少なすぎると、はんだ消費量が不足し、溶接強度が不足することがあります。表紙に示されている表には、さまざまなコンポーネントに対応するアパーチャとステンシル テンプレートの設計ソリューションが記載されており、設計の参考として使用できます。
次回の新規では、PCB SMT ステンシルに関するその他の知識を学びます。
